Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов. Самодельный паяльник для полипропиленовых труб Самодельные приборы для сварки полипропиленовых труб
Полипропиленовые трубы благодаря своей небольшой стоимости и простоте соединения используются многими хозяевами при монтаже водопровода в квартире или доме. Существует множество приспособлений для пайки труб, но не всем они по карману, поэтому я изготовил паяльник из старого электроутюга.
На «подошву» от утюга (ТЭН) (фото 1, п. 1) в заранее просверленное отверстие при помощи болта с двух сторон закрепил нагревательный элемент для наружного (7) и внутреннего (см. фото 2) диаметров труб. Теплоизолирующий кожух (фото 1, п. 2) и модуль регулятора температуры (3), закрепленные на текстолитовой пластине (4), соединил с ТЭН и установил на подставку (5). Между кожухом и пластиной разместил фторопластовые изоляторы (6)
Алюминиевая подставка надежно удерживает конструкцию, а выступающая часть текстолитовой пластины свободно вставляется в ее паз (8) и легко вынимается, что позволяет удобно хранить приспособление. Деревянную ручку прикрепил саморезами к текстолиту. Модуль регулятора температуры собрал по схеме …
При монтаже водопровода включаю паяльник, выставляю нужную температуру. В нагревательный элемент с двух сторон вставляю трубы d 25 мм не более чем на 5 сек., вынимаю и спаиваю их вместе, соединяя разогретые концы.
Схема самодельного паяльника для пластиковых труб
1. Переменный 500 кОм (R 1)
2. Резистор 4,7кОм0,5 w(R2)
3. Резистор 1 мОм, 0,25 w(R3)
4. Динистор DB-3(VS 1)
5. Симистор ТС 25-4 (VS 2)
6. Теплоэлектронагреватель 1000w(T3H)
7. Конденсатор 0,1 мкф, 400 v(C 1)
8. Неоновая лампа HL 1 (индикатор сети)
Регулятор температуры смонтирован в алюминиевом корпусе размером 130x60x90 мм на плате из фольгированного стеклотекстолита. Ручка управления выведена наружу и имеет деления. При включении прибора горит красная лампа.
Паяльник для пластиковых труб своими руками – фото
 Классический База таблички пластиковые кирпичи опоры Совместимость с legoingly город…
Классический База таблички пластиковые кирпичи опоры Совместимость с legoingly город…
82.16 руб.
Бесплатная доставка★★ ★★ ★★ ★★ ★★ (4.90) | Заказы (1126)
 2019 10 шт./лот детский замок Защита детей запирающиеся двери для…
2019 10 шт./лот детский замок Защита детей запирающиеся двери для…
Полипропиленовые трубы предназначены, в основном, для организации водоснабжения и отопления в не пожароопасных помещениях. Такой трубопровод легко и быстро монтируется, служит около 50 лет, но у него есть существенный недостаток, под действием нагрева полипропилен размягчается, и легко деформируется. Этот параметр важен для систем отопления и горячего водоснабжения, так как в них происходит динамическое изменение температур, в результате которого пластиковые трубы меняют свое проектное положение.
Подобные явления отсутствуют при эксплуатации водопровода для холодной воды. На основании выше изложенного, для горячего водопровода используют армированные полипропиленовые трубы. Упрочнение пластика происходит за счет использования алюминиевой фольги, стекловолокна или увеличения толщины стенок изделия. Интегрированный в полипропилен алюминий, который может быть размещен в толщине пластика (незачистная труба) или снаружи (зачистная труба), в разы уменьшает линейное расширение трубопровода.
Аналогичный эффект дает и стекловолокно, что позволяет такой тип трубопровода использовать для отопления. Труба с утолщенными стенками используется для горячей воды.
Основные правила пайки полипропиленовых труб
Для получения качественных показателей таких, как герметичность сваренного узла, сохранение внутреннего диаметра в местах состыковки деталей, эстетичный вид и т. д., необходимо учитывать следующие правила.
Место соединения должно быть сухим и чистым от грязи
Часто, на практике, возникает ситуация когда нужно в имеющуюся пластиковую разводку впаять фитинг. Хотя трубопровод и оборудован общим краном, но из-за износа, до конца не может выполнить своего предназначения. В таких ситуациях поступления воды вместо соединения неизбежно. Для устранения утечки на время спаивания элементов можно предпринять следующие шаги:
Шаг 1. Перекрыть общую задвижку подачи воды, через смеситель спустить остаток воды в канализацию, отрезать трубопровод в месте состыковки с учетом глубины погружения, слить воду, осушить место и произвести сварку узлов. В этом случае, желательно, заменить неисправную запорную арматуру.
Шаг 2. Временно остановить истечение жидкости можно при помощи вымещения или осушения водяного столба из трубопровода, если подача воды при этом на какое-то время прекращается (достаточно и 30 сек.). Если утечку нельзя остановить, тогда внутренняя полость водопровода заделывается хлебной мякотью, а после сваривания ее удаляют через ближайший смеситель, но перед этим, с его сливной трубки откручивается фильтр. В качестве пробки не рекомендуется использовать туалетную бумагу, она плохо выходит из трубопровода.
Не перегревайте места соединения
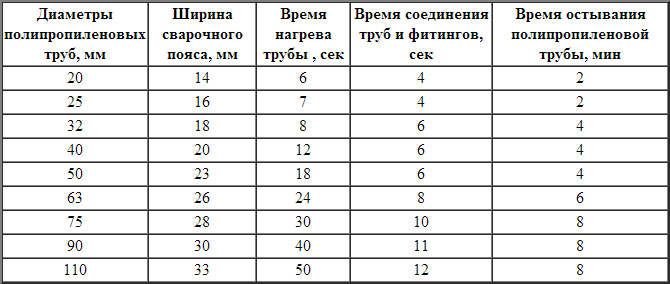
Из-за чрезмерного перегрева уменьшается сечение трубопровода, и соответственно снижается интенсивность подачи воды или теплоносителя. Перегрев может возникнуть в результате не соблюдения температуры сваривания и времени выдержки деталей в насадке. В таблице 1 представлены данные по получению качественного шва для некоторых размеров труб.

Насадка паяльника должна быть надежно зафиксирована
Шатающийся биток в процессе работы с деталями повреждает нагревательную поверхность паяльника и способствует образованию несоосной состыковки.
После соединения элементов не вращайте и не перемещайте их более чем на 5 градусов
Для получения равномерной диффузии желательно после соединения не вращать и не выравнивать спаянные элементы в течение времени застывания шва.
Движение заготовки в битке должно быть прямолинейное
Другие движения могут способствовать снижению прочности шва. Место спая, конечно же, выдержит давление воды в центральной магистрали, которое обычно находится в пределах 2 - 3 бара, но при номинальном давлении (10, 20, 25 бар), возможно, будет пропускать жидкость.
Особенности соединения зачистной трубы
Перед соединением зачистной трубы, с нее нужно убрать фольгированный слой специальной стружилкой (шейвером) на размер глубины спайки. При отсутствии шейвера, армирующий слой аккуратно срезается канцелярским ножом ровно, по всей площади погружения трубы в фитинг. Этот способ выглядит непрофессионально, но при аккуратном удалении не уменьшает наружный диаметр полипропилена.
Что нужно для пайки
Для состыковки труб и переходных элементов понадобится следующие инструменты:
- набор для пайки труб (паяльник, насадка 20 мм, подставка);
- ножницы для пластиковых труб;
- простой карандаш;
- трубные рычажные ключи;
- рулетка.
Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник - 2 шт.
- Муфта соединительная - 1 шт.
- Труба для холодной воды - 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней - 3/8"".
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.


Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.
Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.

Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Аппарат для сварки  Разновидности фитингов для полипропилена
Разновидности фитингов для полипропилена
Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.

- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез - Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.

- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования - Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Замечательный материал - полипропилен!
Из него я мастерю разные самоделки для себя и для знакомых.
Вот недавно попросили сделать небольшую самоделку, точнее стойку. Всего надо было спаять шесть фитингов и пару метров трубы.
Да вот беда: только отдал на время я свой паяльник знакомым, просить вернуть его так быстро не стал.



Начал думать, чем ещё можно спаять полипропилен. Знаю, что паяют газовой горелкой, но её у меня нет.
Материалы и инструменты
Зато есть старый "ведёрный " паяльник, который уже давно мне не надобен. Вот и решил мастерить из него.
Мне потребовалось ещё немного деталей.
Провод и пластина из алюминия;
Лист текстолита;
Термостат и лампа индикации от утюга;
Керамические изоляторы;
Термопаста;
Термоскотч;
Насадка для сварки полипропиленовых труб (25мм);
Новая электровилка;
Разные болтики с гаечками.


Изготовление паяльника для полипропиленовых труб
Из алюминиевой пластины были сделаны две заготовки: подложка под термостат и держатель для полипропиленовой насадки.

Из текстолита изготовлены ножки и части корпуса под термостат.


К выводам термостата присоединил лампочку - индикатор. И соединил изоляторы с помощью термоскотча.

Соединил винтиками с гайками через изоляторы верх и низ корпуса. Нижняя часть корпуса не касается трубок кипятильника.

Для последовательного подключения термостата был сделан разрыв в питающем кабеле. Припаял и заизолировал изолентой провода вместе с ручкой кипятильника.

Сделал ножки из алюминия с изоляторами из пластин текстолита на конце.

Насадка на 25 мм идеально подошла внутрь спирали кипятильника. Сверху насадки надета уже согнутая п-образно пластина из алюминия. Места соединения промазаны термопастой.


Для пайки мне требовалась насадка на 20 мм. Её я соединил самодельным винтом, сделанным из болта на 8 мм.

В качестве дополнительного радиатора сверху был намотан ещё ал. провод большего диаметра.

Испытания самодельного паяльника

При первом испытании выявился один недочёт, не считая дыма и запаха от прогорания нового "прибора", - не совсем удобная работа индикатора. Лампочка горит, когда паяльник выключен, и не горит, когда он работает. Но это не страшно, а всего лишь дело привычки. Возможно, в дальнейшем модернизирую.

Пайка труб самодельным паяльником

Термостат был выставлен на минимум. Нагрев происходит быстро. Разницу в качестве пайки я не заметил, так как сама насадка осталась та же самая, изменился только нагревательный элемент.

Так мне удалось сделать пару-тройку сварочных соединений своим экспериментальным паяльником.

В последнее время традиционные чугунные и стальные трубопроводы все интенсивнее заменяют более современной продукцией химической промышленности – поливинилхлоридн ыми и полипропиленовым и трубами. Но новые материалы требуют иной технологии соединения труб, и самой эффективной в данном случае является пайка.
Обратите внимание! Температура пайки, влияющая на качество соединения, зависит от размеров изделий – это можно увидеть в приведенной ниже таблице.
| Полипропиленовые трубы, маркировка | Характеристики и назначение |
|---|---|
| PN 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов тепла, полов теплой системы до 45 градусов, при рабочем давлении - 1 МПа |
| PN 16 | характеристики определяют использование как для горячего (до 60 градусов тепла), так и холодного водоснабжения, номинальное рабочее давление - 1,6 МПа |
| PN 20 | технические характеристики этого вида труб разрешают использование в системах горячего водоснабжения температурой до 95 градусов, номинальное давление – 2 МПа |
| PN 25 | армированная труба полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление - 2,5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Основным критерием деления является предельно допустимая температура рабочей среды. В связи с этим выделяют трубы для горячего, холодного, а также смешанного водоснабжения.


Чтобы определить точное количество необходимых труб и фитингов, измеряется помещение и составляется его примерный план. В последнем обозначаются размеры будущей магистрали и все ее элементы.
После покупки всех комплектующих можно приступать к следующему этапу.

Этап 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до требуемой температуры и последующей их фиксации. Для этого понадобится специальный прибор – сварочный аппарат.
Он может быть трех видов:

Помимо самого аппарата, в работе потребуются:

О выборе насадок

Нагревающие насадки должны соответствовать сечению соединяемых труб. Для этого нужно обратить внимание на определенные параметры:
- прочность;
- сохранение формы при температурных перепадах;
- теплопроводность.
Большинство сварочных аппаратов совместимо сразу с несколькими различными насадками, что крайне удобно при обустройстве сложных магистралей.
В каждой насадке есть сразу два конца – один предназначается для нагрева внешней поверхности изделий, другой – для внутренней. Все насадки покрываются тефлоновым напылением, что предотвращает налипание расплавленного напыления. Размеры насадок колеблются между 2 см и 6 см, что полностью совпадает с распространенным и сечениями труб.

Когда план составлен, а все комплектующие приобретены, остается лишь тщательно убрать помещение. Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, оседая на швах, могут запросто нарушить герметичность.

Вначале насадка вставляется в гнездо, после чего включается аппарат. Дальнейшие действия зависят от выбранной методики пайки, поэтому рассмотрим их (методики) более детально.
Способ №1. Диффузионная пайка

При использовании этой технологи сварки материал соединяемых деталей обоюдно проникает друг в друга, а после остывания образует монолитный элемент. Один из самых распространенных способов обработки, который, тем не менее, приемлем лишь для однородных материалов.
Обратите внимание! В данном случае температура пайки достигает 265ᵒС. Именно при такой температуре плавится полипропилен.
Видео – Диффузионная пайка ПП труб
Способ №2. Раструбная пайка
При сварке раструбным способом используются сварочные аппараты с различным сечением насадок. Сама процедура выглядит достаточно просто.
Шаг 1. Вначале нарезаются участки труб необходимой длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Торцы изделий зачищаются шейвером (если используются армированные трубы).

Шаг 3. Торцы вставляются в насадку соответствующего сечения, прогреваются до температуры плавления и соединяются.
Обратите внимание! Крайне важно, чтобы при остывании трубы не меняли своего положения.
Способ №3. Стыковая пайка

Данный способ целесообразен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на участки необходимой длины, а торцы тщательно зачищаются.
Способ №3. Муфтовая пайка

При муфтовом способе сварки между соединяемыми элементами вводится дополнительная деталь – муфта. Разогревание происходит прежним образом, вот только греются не участки магистрали, а лишь элементы соединения.
Способ №4. Полифузионная пайка
Разновидность диффузной технологии, отличающаяся тем, что расплавляется всего один из двух соединяемых элементов.
Способ №5. «Холодная» пайка ПП труб

Данный метод сварки предусматривает нанесение на соединяемые трубы специального клеящего состава. Характерно, что применение «холодной» сварки допустимо лишь в тех магистралях, в которых давление рабочей жидкости незначительно.

При перегреве или соединении труб небольшого диаметра возникает риск образования наплывов на внутренней поверхности. Эти наплывы будут препятствовать свободному передвижению рабочей жидкости при эксплуатации.

Чтобы избежать этого, необходимо проверить соединение на предмет подобных дефектных участков. Место соединения необходимо продуть, и если воздух будет беспрепятственно проходить, то сварка однозначно вышла очень качественной.

Обратите внимание! После этого необходимо проверить герметичность соединения – для этого через спаянные элементы пропускается небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного соединения необходимо придерживаться определенных правил.

Пайка ПП труб на сложных участках
На вопрос, какая главная проблема при обустройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция разбивается на несколько участков.
В первую очередь монтируется неудобный большой участок. Желательно сформировать его отдельно, а уже потом установить на стационарное место.

После крепления проблемного участка устанавливаются более мелкие и, соответственно, простые в установке элементы. Это мероприятие нужно проводить минимум вдвоем.
Видео – Монтаж в труднодоступных местах
Типичные ошибки при пайке пластиковых труб

Видео – Технология пайки ПП труб
Итоги
Навыки в пайке ПП труб придут со временем. Ничего сложного здесь нет, хотя поначалу и будут испорчены несколько муфт и один-два десятка метров труб. И это не страшно, ведь стоят они не так дорого; по крайней мере, автономность от сантехников стоит дороже.