Сварочный аппарат постоянного тока своими руками: моя схема. Создание сварочника своими руками: схема, расчет, необходимое оборудование, сборка Как сделать сварочный аппарат своими руками
Работа по хозяйству всегда требует наличия определенного набора инструментов, приспособлений, а также разнообразного оборудования. Особенно остро это ощущают владельцы частных домов и занимающиеся различными видами ремонта в собственных мастерских и гаражах. Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.
Перед началом процесса необходимо определиться с мощностью устройства, ведь от этого будут зависеть его габариты и возможности. Для ознакомления с процедурой сборки можно просмотреть соответствующее видео, где показано, как можно сделать своими руками практичный сварочный аппарат. Его изготовление потребует некоторой теоретической подготовки, а также опыта электромеханических работ. Сборка электроаппарата в домашних условиях производится по предварительным расчетам, учитывающим как входные, так и выходные параметры устройства.
Этот электрический аппарат пригодится не только сварщикам, выполняющим в домашних условиях или в гараже некоторые работы, но и обычным умельцам, использующим сварочный прибор для сооружения разнообразных приспособлений.
Особенности самодельных трансформаторов
Самостоятельно собранные устройства отличаются от заводской техники техническим исполнением. Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток. Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Как сделать сварочный аппарат
Устройство для электросварки, изготовленное собственноручно, предназначено для выполнения мелких работ по дому, хозяйству или же в гараже. На первом этапе выполняются необходимые расчеты и подготавливаются сборочные детали и узлы. Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Расчет сварочного трансформатора
Электросварочные самодельные приспособления выполнены по простейшей схеме, которая не предусматривает использование дополнительных узлов. От необходимого значения сварного электротока будет зависеть мощность собираемого электроаппарата. Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Делая расчет мощности на сварку, берут силу требуемого сварного тока и умножают это значение на 25. Полученная величина при умножении на 0,015 покажет необходимый диаметр сечения магнитопровода под сварку. Перед тем как делать расчеты для обмоток придется вспомнить и другие математические действия. Чтобы получить сечение обмотки высшего напряжения величина мощности делится на две тысячи, после чего умножается на 1,13. Методика расчетов для первичной и вторичной обмоток отличается.

Для получения обмоточных значений низшего напряжения трансформатора придется потратить немного больше времени. Величина сечения вторичной обмотки зависит от плотности сварного электротока. Для значений 200 А это будет 6 А/мм кв., при цифрах 110-150 А – до 8, а до 100 А – 10. При определении сечения низшей обмотки сила сварного электротока делится на плотность, после чего умножается на 1,13.
Вычисление количества витков производится делением площади сечения трансформаторного магнитопровода на 50. Помимо этого, на конечный результат сварки будет влиять величина выходного напряжения. Он влияет на характеристику процесса и может быть возрастающей по току, полого- или крутопадающей. Это влияет на колебания электродуги во время работы, при которых важным значением являются минимальные токовые изменения при работе в домашних условиях.
Схема сварочного трансформатора
На приведенном ниже рисунке показана схема сварочного трансформатора простейшего вида.

Можно найти электросхемы, которые будут дополнены устройствами для выпрямления и прочими элементами для усовершенствования сварного электроаппарата. Однако основным компонентом все же является обычный трансформатор. Схема включения подсоединения его проводов довольно проста. Подключение сварного устройства выполняется через коммутационный электроаппарат и предохранители к бытовой электросети 220 В. Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
![]()
![]()
а – сетевая обмотка на двух сторонах сердечника;
б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
в – сетевая обмотка на одной стороне сердечника;
г – соответствующая ей вторичная обмотка, включенная последовательно.
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.

Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат . Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.

Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов. Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов. Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон) . Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.

Сборка конструкции
Выполнив подготовительные мероприятия, приступают непосредственно к изготовлению электроаппарата. Самодельная электросварка требует при сборке достаточно много времени. Она не столь тяжелая, сколько длительная и кропотливая, требующая точного соблюдения расчетных значений. Процедура начинается с изготовления каркаса для обмоток. Для этого используются текстолитовые пластины небольшой толщины. Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
После сборки двух каркасов необходимо выполнить их изолировку для защиты электропровода. Это делают с помощью любого электроизоляционного материала термостойкого типа (лакоткань, стеклолента или же электрокартон).

На полученные каркасы наматывается провод, имеющий термостойкую изоляцию. Это защитит изделие от возможного пробоя при перегреве в работе. Необходимо точно считать количество витков, чтобы не получилась разница с расчетными значениями. Каждый намотанный слой обязательно изолируется от последующего. Между первичной, а также слоем вторичной обмотки укладывается усиленная изоляция. Не забывайте выполнять необходимые отводы на необходимых количествах витках. После окончания намотки выполняется наружная изолировка.
На следующем этапе намотанные обмотки насаживаются на трансформаторный сердечник, выполняется его шихтовка (сборка единой конструкции). При этом нежелательно при монтаже сверлить листы трансформаторного железа. Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Внимательно относитесь ко всем процессам, начиная от расчетов и заканчивая сборкой самодельной сварки. От этого будут зависеть конечные параметры изготовленного устройства.
Из статьи вы узнаете, какими бывают Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, - 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.

Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.

Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.

Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя

Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование - они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети

Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Аппарат для точечной сварки

Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя

Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр - 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя - его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки

Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат

Он является наиболее современным, но сложнее в конструировании. В нем используется и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка - это два провода с толщиной порядка двух миллиметров, скрученных вместе.

Друг от друга они должны быть максимально изолированы. Если у вас большие запасы от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора

Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.

Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.

Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
В настоящий момент существует несколько модификаций разнообразных сварочных аппаратов. Сварочные трансформаторы своими руками можно изготовить достаточно легко при наличии определенных навыков.
Наиболее популярными являются сварки трансформаторные, предназначенные для проведения контактного и дугового сваривания металлических конструкций. Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами:
- простота и надежность устройства;
- наличие широкого диапазона использования этого типа аппаратуры;
- наличие высокой мобильности.
Помимо перечисленных преимуществ, использование этого типа аппаратов имеет целый ряд недостатков, основными среди них считаются следующие:
- низкий КПД трансформаторного аппарата;
- высокая зависимость качества шва от наличия навыков работы сварщиком.
Для установки можно изготовить трансформатор собственными руками. Устройство представляет собой агрегат, повышающий силу тока с одновременным понижением его напряжения.
Технология изготовления трансформатора для сварочного аппарата
Разработаны разнообразные схемы сварочного трансформатора. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитного сердечника. При наличии П-образного магнитного сердечника намотка проволоки первичной и вторичной обмоток осуществляется достаточно просто. П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора.
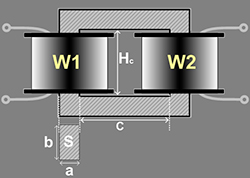
![]()
Для того чтобы эксплуатировать аппарат в бытовых нуждах, требуется поставить такие катушки на сердечник, которые бы позволили сваривать металлические заготовки электродами, имеющими диаметр 3-4 мм. При создании агрегата требуется провести расчет сварочного трансформатора. При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см².
После проведения расчета и изготовления сердечника выбирается провод для изготовления обмоток. При выборе электропроводника особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего применять специальный обмоточный термостойкий провод, изготовленный из меди, покрытый х/б или стеклотканевым изоляционным материалом. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии провода требуемого сечения и отсутствии требуемого изоляционного материала его можно изготовить собственными руками. Для этой цели готовится несколько узких полосок из х/б материала или стеклотканевых. Ширина полоски должна составлять 2 см. После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком.
Для того чтобы сварочный аппарат мог хорошо осуществлять сваривание металлических заготовок, нужно обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварочных работ напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться к оглавлению
Особенности проведения расчета параметров трансформатора для сварочного устройства
Изготовление самодельного сварочного трансформатора требуется начинать с проведения расчета всех технических параметров.
![]()
При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основными параметрами, требующими проведения расчетов, являются следующие:
- площадь поперечного сечения сердечника;
- площадь сечения провода первичной обмотки;
- площадь поперечного сечения провода вторичной обмотки.
При осуществлении расчетов в обязательном порядке требуется учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности в 5 кВТ площадь поперечного сечения провода первичной обмотки должна составлять около 5 мм². При изготовлении обмотки лучшим вариантом будет, если площадь поперечного сечения составит 6-7 мм². При указанных параметрах потребляемой мощности первичной обмотки и поперечном ее сечении вторичная обмотка должна иметь поперечное сечение в 30 мм² (без учета изоляционного материала).
Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение, которое является более низким, нежели в бытовой сети. Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм – площадь сечения сердечника, выраженная в квадратных сантиметрах.
При хорошем, качественном магнитопроводе n=0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1=U1/n, следовательно, при оптимальных показателях магнитопровода получается около 200-300 витков, в зависимости от поперечного сечения магнитопровода. В зависимости от количества витков выбирается длина медного провода. Показатели вторичной обмотки рассчитываются аналогичным образом.
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.

Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты

Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.

Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек

Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата

Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками

Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 - 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент - трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода - первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.

Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.

Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Напряжение сети и количество фаз
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Диаметр электрода
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых - наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра - диаметр самого электрода и диаметр его конусовидной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 - 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 - 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
Мощность потребляемая и выходная
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Напряжение холостого хода
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.

Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.

Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.

Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
- напряжение первичной обмотки U1. По сути, это напряжение сети, от которой будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Напряжение электричества, которое должно быть после понижения входящего и не превышающее 80 В. Требуется для возбуждения дуги;
- номинальная сила тока вторичной обмотки I. Этот параметр выбирается из расчета, какими электродами будет вестись сварка и какой максимальной толщины металл можно будет сварить;
- площадь сечения сердечника Sс. От площади сердечника зависит надежность работы аппарата. Оптимальной считается площадь сечения от 45 до 55 см2;
- площадь окна So. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (A/мм2). Это довольно важный параметр, отвечающий за электропотери в обмотках трансформатора. Для самодельных сварочных трансформаторов этот показатель составляет 2,5 - 3 А.
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1ст - витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков - 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 - 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

Работы начинаем с создания каркасов для обмоток . Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией . После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора . Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.